
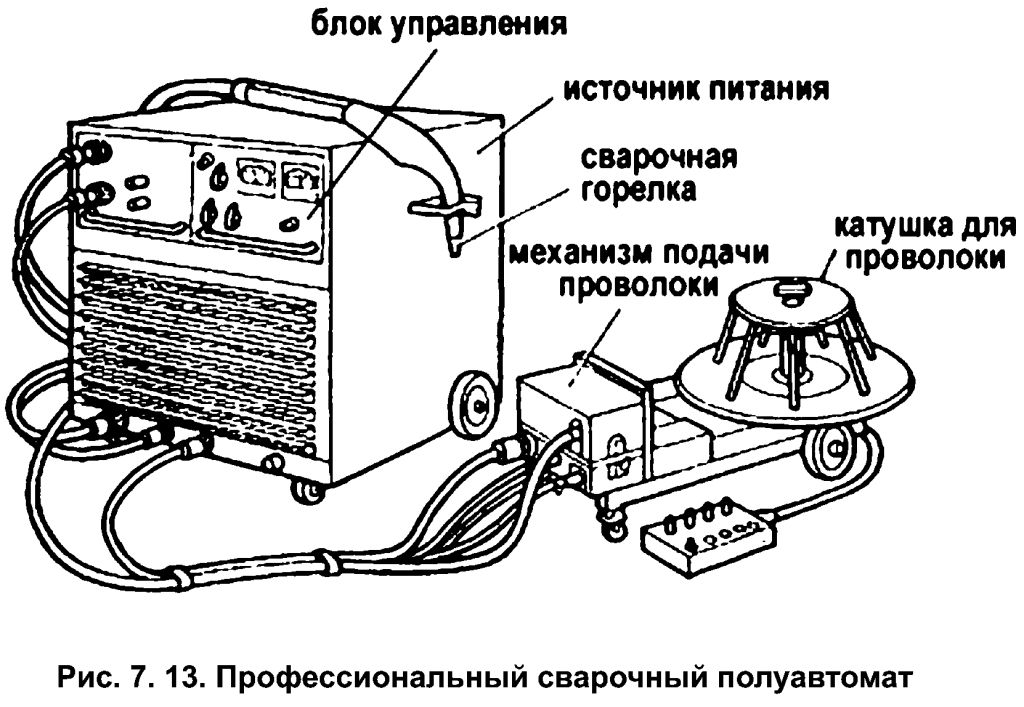
Сборка, пошаговая инструкция
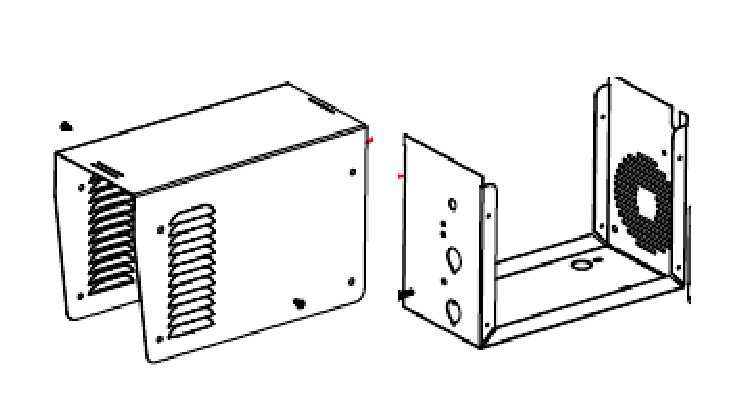
Начинаем сборку с конструкции корпуса. Размечаем на металлическом листе две части оболочки. На рисунке изображены п-образные заводские половинки.
В домашних условиях сделать точно такие кожуха невозможно, но по примеру можно попытаться:
Разъяснение:
- Размеченный лист режим болгаркой, а затем гнем на гибочном самодельном станке.
- Внутрь основания устанавливаем перемычки, на которых будут платы.
- На Ш – образные пластины наматываем обмотки. Первичная обмотка – 100 витков, между слоями подкладываем прокладку, тонкую, плотную бумагу. Вторичная обмотка – 50 витков.
- Устанавливаем с помощью паяльника и припоя детали на приготовленные платы по схемам.
- Транзисторы и диоды устанавливаем на радиаторы. Между ними наносим теплопроводную пасту КПТ-8.
- Схемы соединяем изолированными проводниками. Не так важен диаметр, как длина, которая не должна превышать 140мм. Провода должны быть скручены между собой.
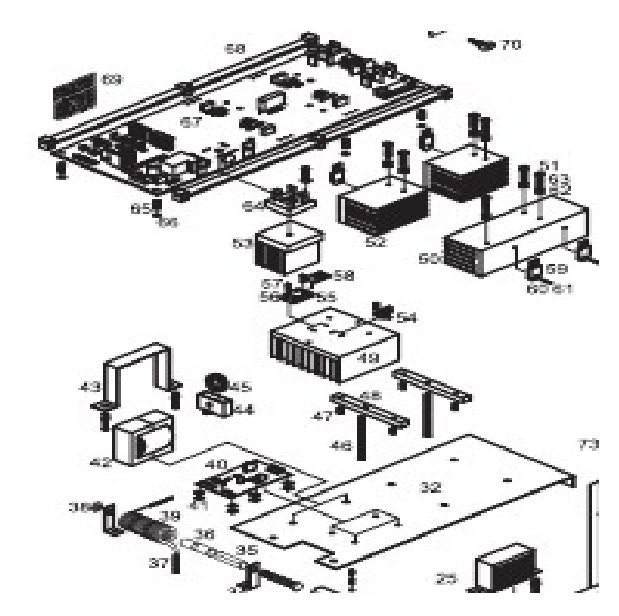
Похожий пример сборки указан на изображении:
2 Как сделать своими руками сварочный агрегат?
Теперь, когда мы знаем главные особенности сварочника, можно приступать к сборке самодельного сварочного аппарата. Сейчас в интернете имеется немало схем и инструкций для выполнения такой задачи, которые дают возможность создавать практически любое оборудование для сварки – на переменном и постоянном токе, импульсное и инверторное, автоматическое и полуавтоматическое.
В сложные технические “дебри” мы вдаваться не будем, и расскажем вам, как сделать сварочный аппарат самого простого трансформаторного типа. Работать он будет на переменном токе, обеспечивая эффективное и вполне достойное по качеству шва сварное соединение. Такой агрегат позволит выполнить любые бытовые работы, при которых требуется сварка металлических и стальных изделий. Для его изготовления понадобятся следующие материалы:
- пара десятков метров толстого (желательно медного) кабеля (провода);
- железо для сердечника трансформаторного устройства (железо должно характеризоваться достаточно большой магнитной проницаемостью).

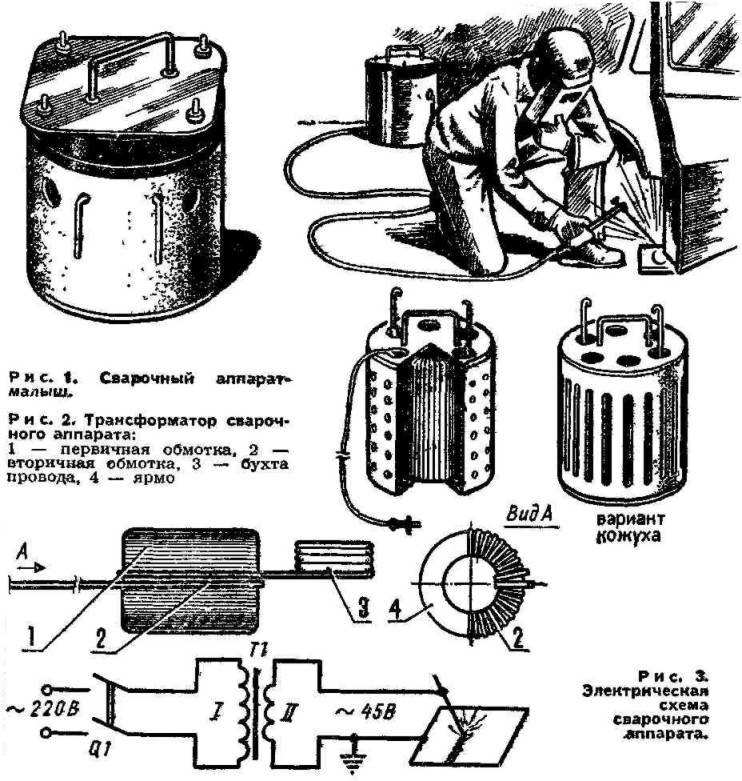
Сердечник удобнее всего делать стержневым, традиционной П-образной формы. В принципе, допускается использовать и сердечник иной конфигурации, например, круглый из статора любого сгоревшего электрического двигателя, но будьте готовы к тому, что на круглую конструкцию обмотки наматывать намного сложнее. Рекомендованная площадь сечения сердечника для стандартного бытового сварочного агрегата, сделанного самостоятельно, составляет порядка 50 квадратных сантиметров.
Большее сечение делать нет смысла, так как агрегат станет намного тяжелее, а вот реального технического эффекта вы не добьетесь. Если вас не устраивает рекомендованная величина площади сечения, вы можете сами рассчитать ее значение, пользуясь схемой, приведенной в первой части нашей статьи.
Первичную обмотку требуется выполнять из медного провода с высокими характеристиками термической стойкости (во время сварки обмотка подвергается воздействию высоких температур). Данный провод, кроме того, должен иметь хлопчатобумажную либо стеклотканевую изоляцию. В крайнем случае, допускается применять провод в резинотканевой либо обычной резиновой изоляционной оболочке, но ни в коем случае не в полихлорвиниловой.

Изоляцию, кстати, можно сделать самостоятельно, нарезав из хлопчатобумажной или стеклоткани полоски двухсантиметровой ширины. Этими полосками вы обматываете медный кабель, после чего пропитываете провод с самодельной изоляцией любым лаком электротехнического назначения. Поверьте, подобная изоляция не перегреется при эксплуатации 6–7 сварочных стержней (при их сжигании на средней продолжительности сварочных работ).
Площади сечения обмоток рассчитываются по принципам, которые были изложены ранее. Думается, с данными расчетами у вас проблем не возникнет. Обычно площадь сечения “вторичного” провода берется на уровне 25–30 квадратных миллиметров, “первичного” – 5–7 (значения для самодельных агрегатов, которые будут работать со стержнями диаметром 3–4 миллиметра).
Также просто определяют протяженность куска медного провода и количество витков для обеих обмоток. А затем начинают наматывать катушки. Их каркас выполняют по геометрическим параметрам магнитопровода. Размеры подбирают таким образом, чтобы на сердечник, изготовленный из текстолита либо картона, используемого в электротехнике, магнитопровод одевался без каких-либо затруднений.
Намотка катушек имеет маленькую особенность. Первичную обмотку наматывают наполовину, затем на нее накладывают и половину вторичной. После этого аналогичным образом обрабатывают и вторую часть катушки. Для улучшения изоляционных свойств желательно между слоями прокладывать кусочки картонных полосок, стеклоткани либо плотной бумаги.

После сборки сварочной установки, сделанной своими руками, ее в обязательном порядке настраивают. Для этого нужно включить ее в сеть и выполнить на вторичной обмотке замер показателя напряжения. Его величина обязана равняться 60–65 В. Если напряжение иное, потребуется смотать (либо домотать) часть обмотки. Такие процедуры придется выполнять до тех пор, пока не будет достигнута указанная величина напряжения.
Аккумуляторы 18650 и их сварка
Аккумулятор типа 18650 можно справедливо назвать универсальным, применяемым в большинстве бытовых приборов. Он принадлежит к литий-ионному виду. В связи с их популярностью большое значение имеет такой вид работ, как точечная сварка для аккумуляторов 18650 своими руками. Технические параметры заложены в самом названии такого вида аккумуляторов: первые две цифры «18» означают диаметр батарейки, а следующие «65» — ее длину. Габариты указаны в миллиметрах. Последняя цифра свидетельствует о цилиндрической форме аккумулятора.
В зависимости от химических показателей различается несколько видов аккумуляторов 186560, но их всех можно отнести к литий-ионным. Наибольшую емкость имеют литий-кобальтовые аккумуляторы. Литий-кобальтовые аккумуляторы нельзя применять в тех приборах, которые во время эксплуатации начнут оказывать на них сильную нагрузку. Иначе они за короткое время выйдут из строя, и для ремонта понадобится точечная сварка для аккумуляторов 18650.
Лучшими аккумуляторами такого типа считаются литий-марганцевые. Они отличаются стабильностью при эксплуатации и долгим сроком службы, поэтому весьма востребованы среди пользователей. К наиболее безопасным видам относятся литий-железо-фосфатные.
Их относительная безопасность объясняется тем, что входящий в состав железо-фосфатный катод нетоксичен и устойчив к воздействию высоких температур. Однако, при сильных повреждениях корпуса они могут взорваться или воспламениться и тогда понадобится сварка аккумуляторов 18650, которая исправит эту ситуацию.
Аппарат для сварки аккумуляторов 18650 не является слишком сложным и вполне может быть изготовлен самостоятельно в домашних условиях. Для того, чтобы аккумуляторы реже выходили из строя, необходима их правильная зарядка, которую надо осуществлять согласно имеющейся технологии. Для этого следует воспользоваться специальным зарядным устройством. Оно может быть независимым или работать только при подключении в электросеть.
Для зарядки аккумулятора понадобится порядка трех часов. На скорость зарядки влияет сила тока. Ее оптимальное значение 0,5-1 Ампер. После окончания зарядки произойдет самостоятельное отключение батарейки от зарядного устройства, что гарантирует отсутствие перегрева аккумулятора и его порчи.
Сварка аккумуляторов 18650 своими руками предполагает прохождение таких этапов:
- Батарею установить на ровную поверхность.
- На поверхности аккумуляторов положить небольшую пластинку, предназначенную для того, чтобы соединить несколько емкостей в одно целое.
- После подачи тока на электроды пластина будет приварена к батарее.
Точечная сварка своими руками 18650 должна осуществляться медными электродами, соединенными параллельно. Такая самодельная точечная сварка для аккумуляторов 18650 является отличной заменой обычной пайке, при которой происходит перегревание элементов. Мгновенный импульсный разряд соединит детали крепко, но без их перегрева. Указанным способом представляется возможным наладить работу, как строительных инструментов типа шуруповерта, так и компьютерной техники.
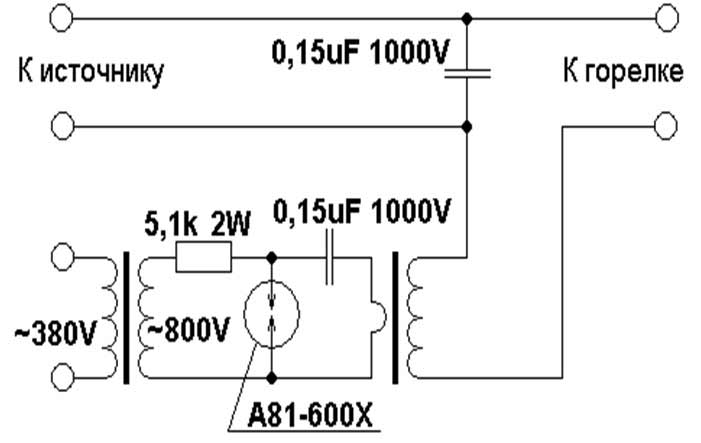
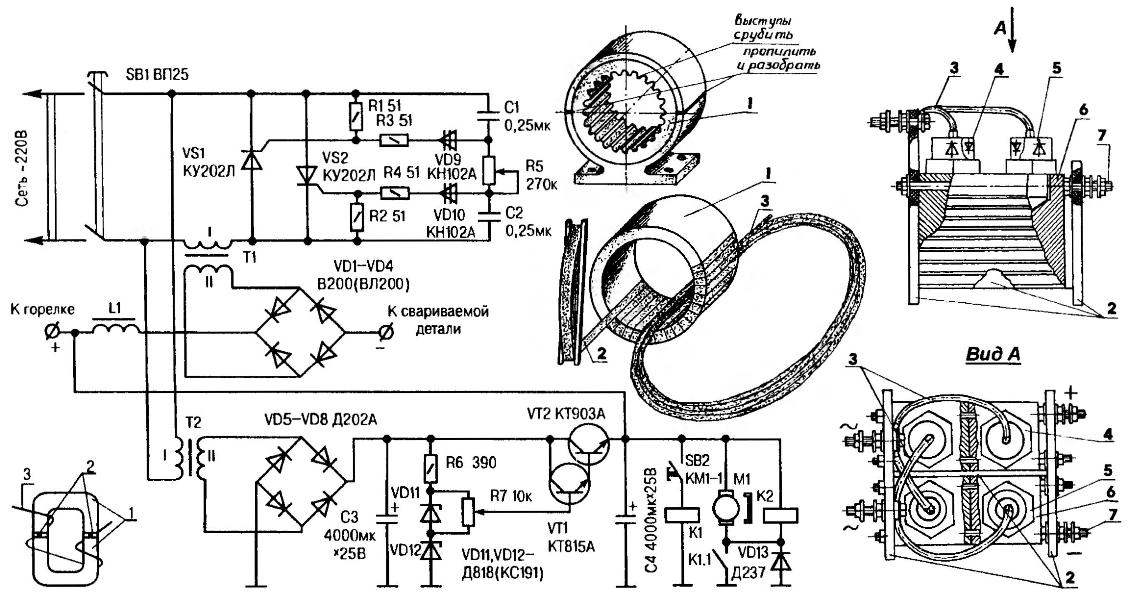
Схема точечной сварки для аккумуляторов:
Аппарат для сварки аккумуляторов 18650 несложно собрать самостоятельно. После его сборки перед тем, как начать работать, следует провести испытание на работоспособность. Делается это в следующей последовательности:
- На горизонтальной поверхности установить несколько штук отработанных аккумуляторов. В дальнейшем потребуется соединить их в один блок. Для фиксации можно обмотать их скотчем.
- Поместить соединительную пластину на верхние поверхности аккумуляторов. Пластина должна располагаться равномерно и симметрично.
- Прижать к сооружению электроды.
- Включить ток и убедиться в том, сварка происходит должным образом.
- Сделать несколько соединительных точек.
- Отключить ток.
- Убедиться в надежности полученного соединения, попробовав разорвать его.
Если проверка прошла успешно, то можно приступать к работе.
Проверка инвертора на работоспособность
Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор
Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую – может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй – ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты.
Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
Схемы
Одним из первых шагов изготовления инвертора – определение его рабочей схемы. Поскольку в интернете находится большое количество выбора, нет необходимости придумывать, что-то новое.
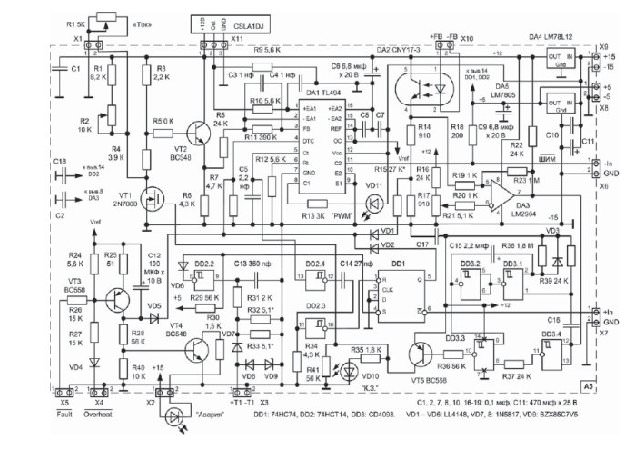
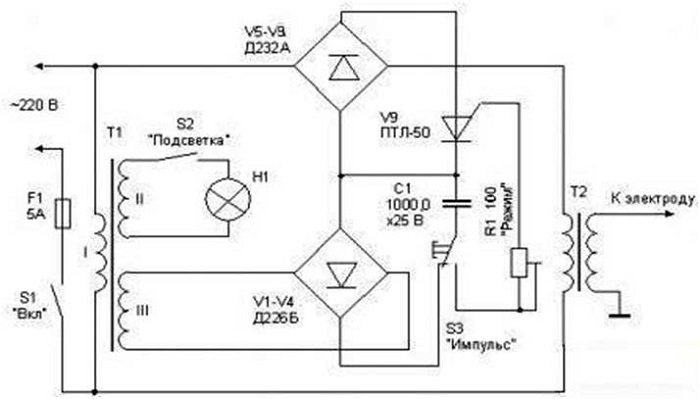
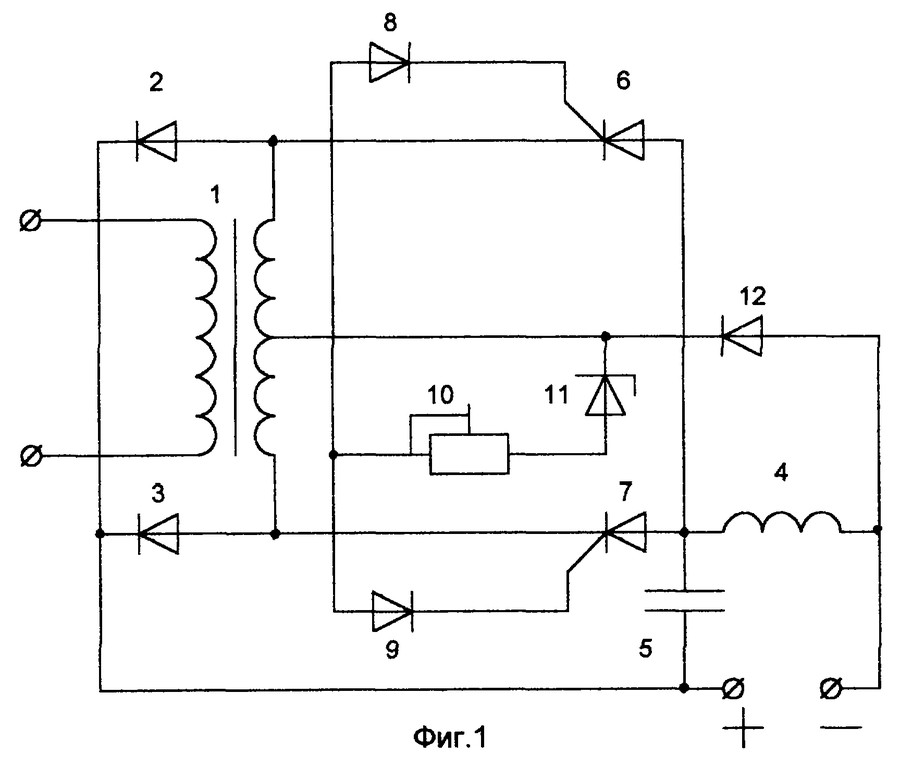
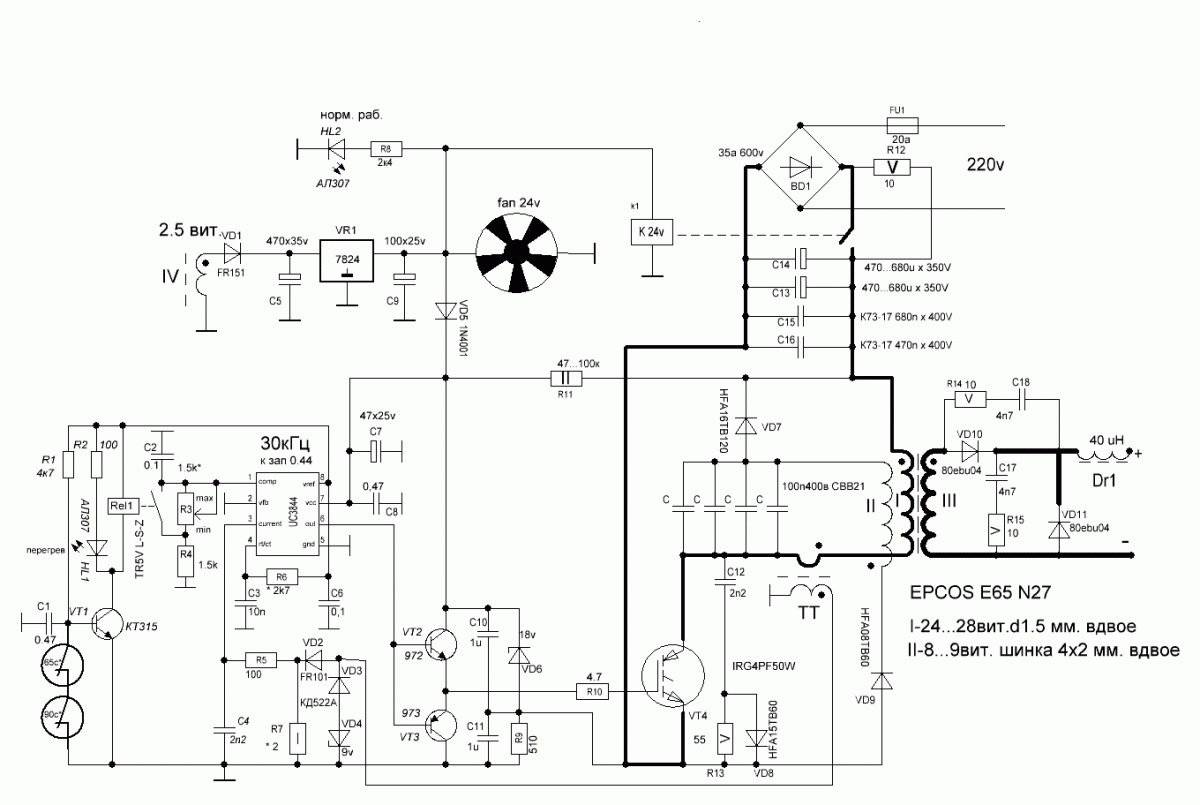
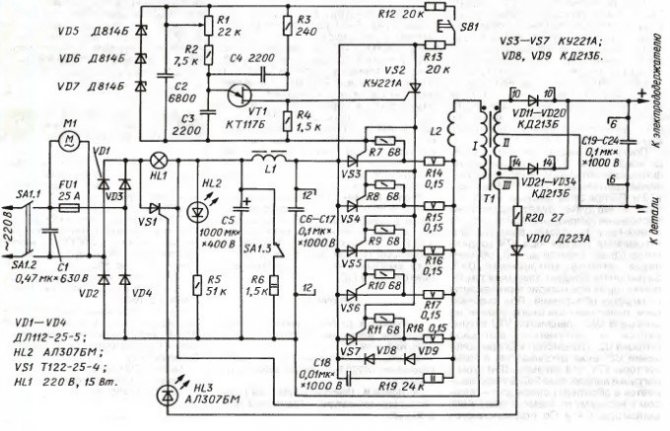
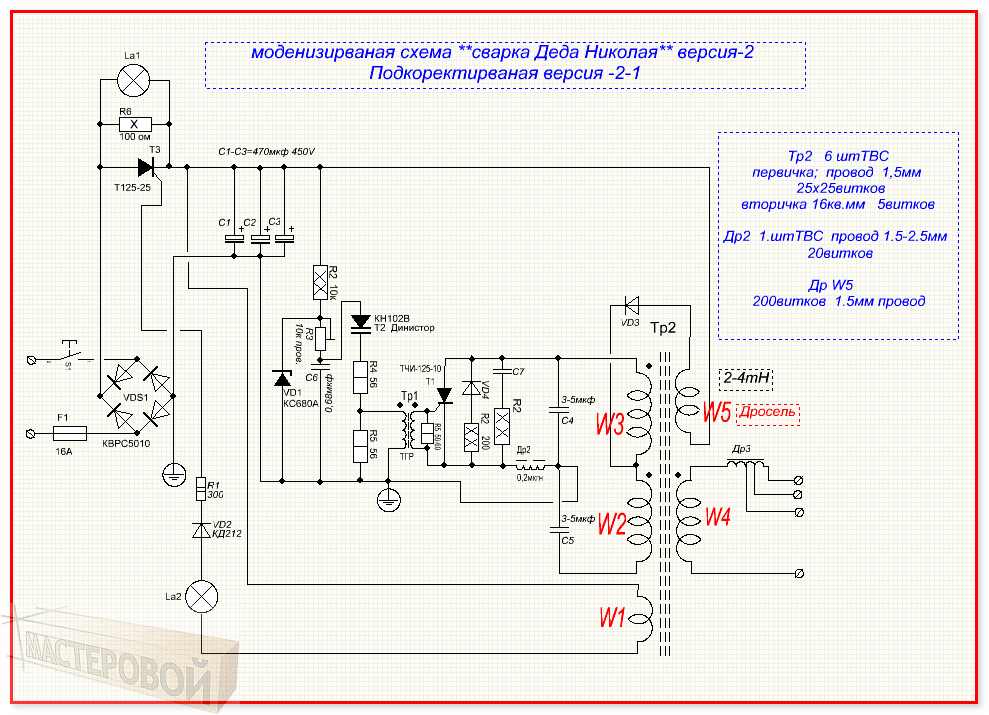
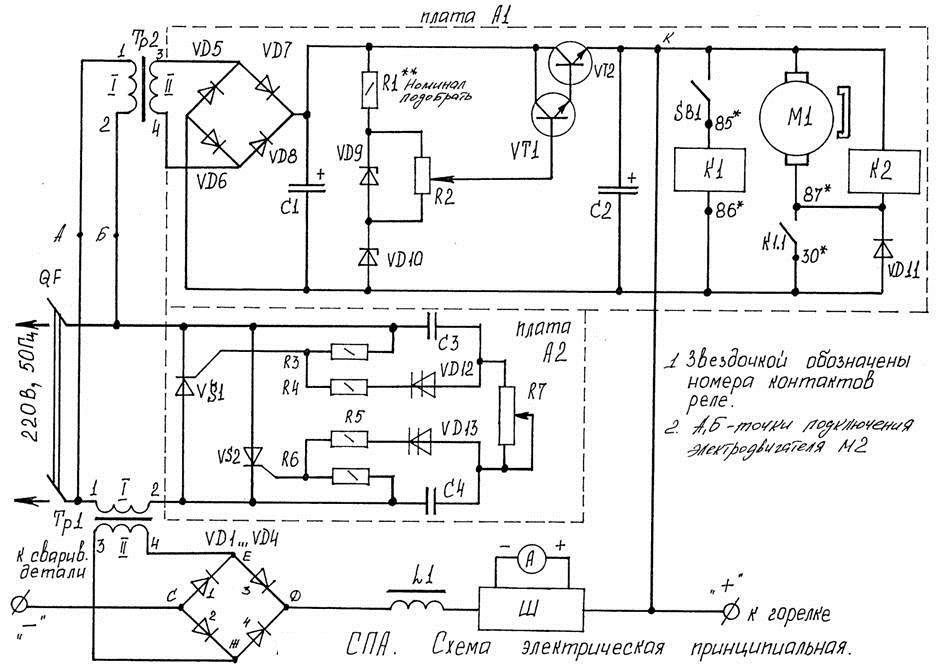
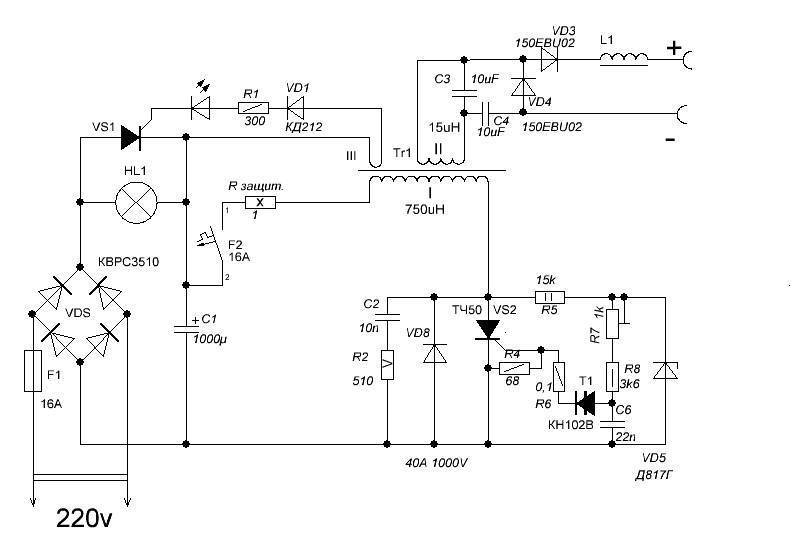
За основу будем продолжать использовать информацию об инверторе модели COLT1300, рабочая схема показана на рисунке 1:

Рис 1.
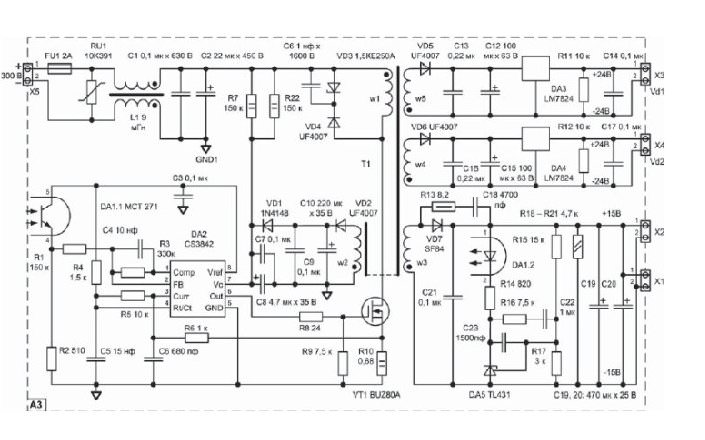
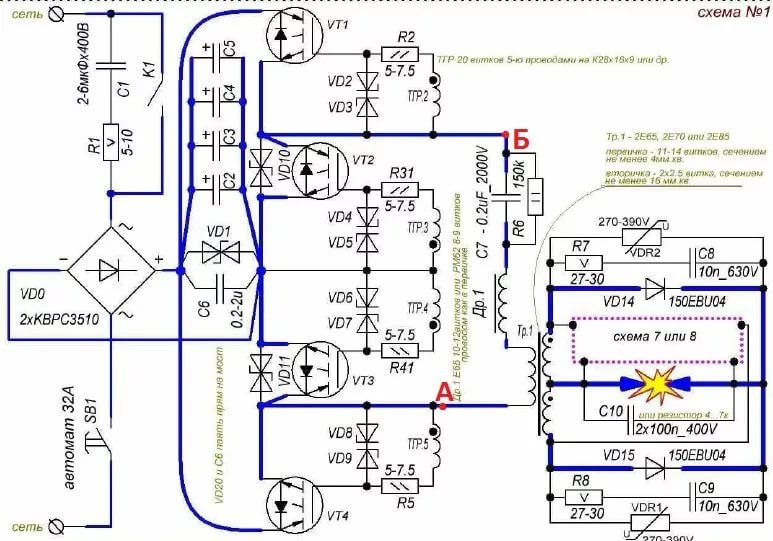
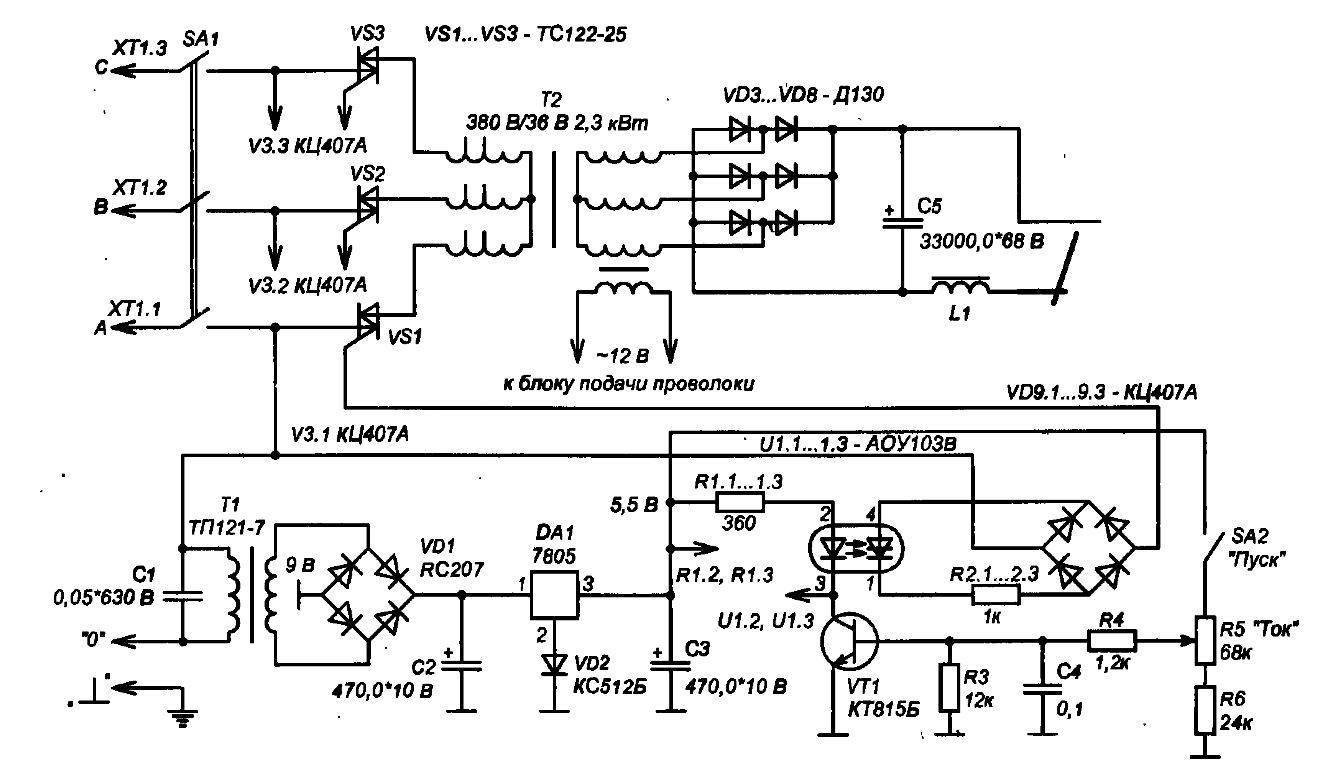
На рисунке 2 изображена схема блока управления процессами, проходящими в силовой части. У рассматриваемого типа аппарата схемы втиснуты на одну плату. Изменим это и блок управления сделаем на отдельной плате.

Рис.2
Разобьем основную схему на несколько частей и получим:
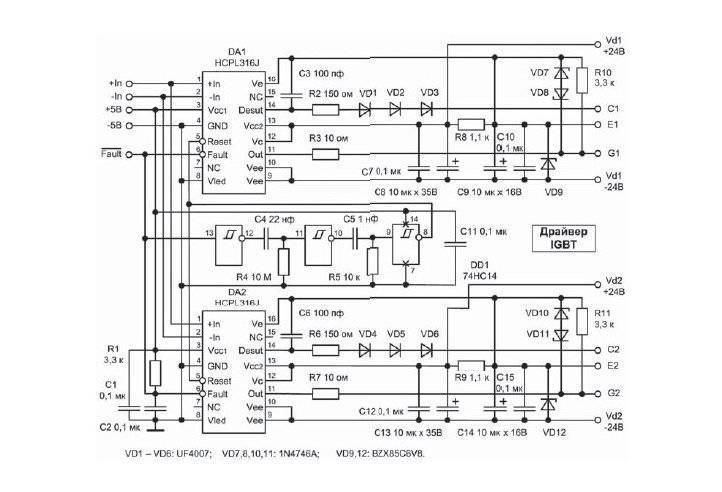
Силовая часть и драйверы транзисторов:
Источник питания силовой части:

Сварочный инвертор с шип контролером:
Блок питания инвертора:
Для изготовления электрических 4 плат, потребуется следующее:
- текстолит FR4 150×250мм (2мм);
- перманентный черный маркер;
- лимонная кислота и перекись водорода;
- флюс паяльный ЛТИ-120;
- сверло диаметром 1мм и 2мм;
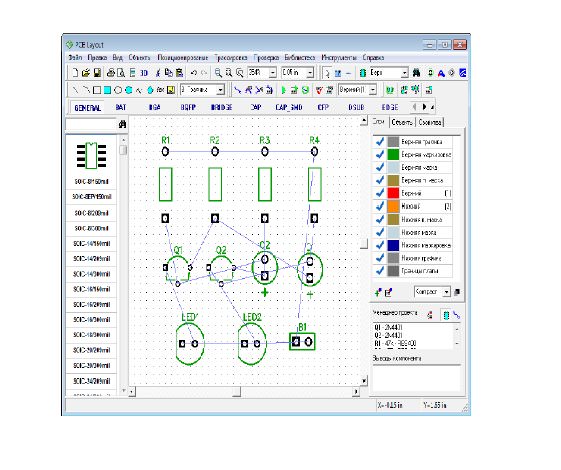
В программе Dip Trace чертим силовую схему:

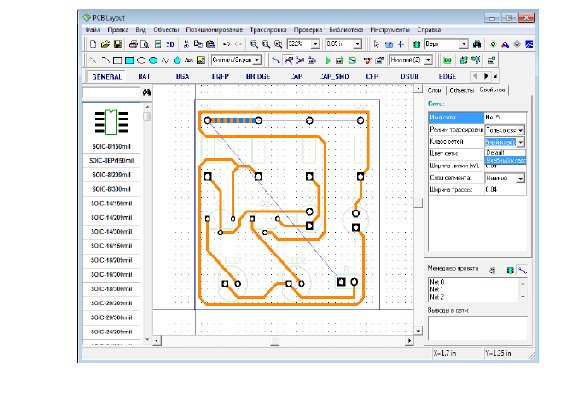
Преобразовываем в плату:
В конце получится рисунок:
Пример показан на более простой схеме. Скачать учебник для работы в Dip Trace можно на сайте Full-Chip.net. В нем последовательно описывается каждая операция для печати микросхем.
Полученное изображение макета надо распечатать на лазерном принтере, это обязательное условие, чернило, не даст нужный эффект:
Подготовим текстолит. Слегка зачистить мелкозернистой наждачной бумагой до яркой поверхности. Прикладываем к пластине напечатанный макет и сверху заворачиваем еще одним слоем газетной бумаги.
Прикладываем горячий утюг и ждем 15-20 секунд. Даем постепенно остыть, затем что бы легко было отдирать, замачиваем водой. Если на каком-то участке связь плохо пропечаталась, дорисовываем черным маркером.
Готовим ванну для травления платы. В раствор входит лимонная кислота, перекись водорода и вода. Емкость достаточного размера, чтобы плата могла полностью в нее войти
С этой смесью надо соблюдать осторожность, работать в резиновых перчатках. Размешивать только деревянными предметами, металлическими нельзя.
Дальше все это надо поставить в теплое место или в таз с теплой водой
Контролируя процесс можно увидеть, когда не окрашенный медный налет сойдет, тогда можно доставать деталь.
Высушиваем схему и снимаем наждачной бумагой маркер. Покрываем поверхность флюсом ЛТИ-120. Что бы ни дать окислятся дорожкам, их надо осторожно полудить до приятного блеска.
Итак, получаем две платы на силовую схему и блок управления.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
 Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
 В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
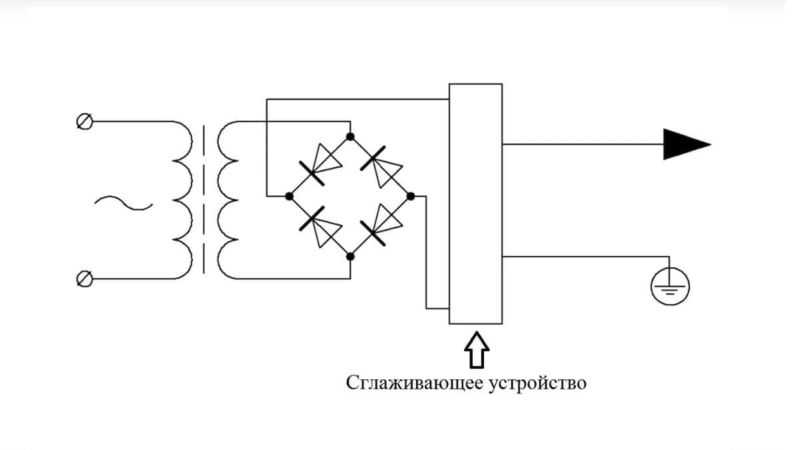
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
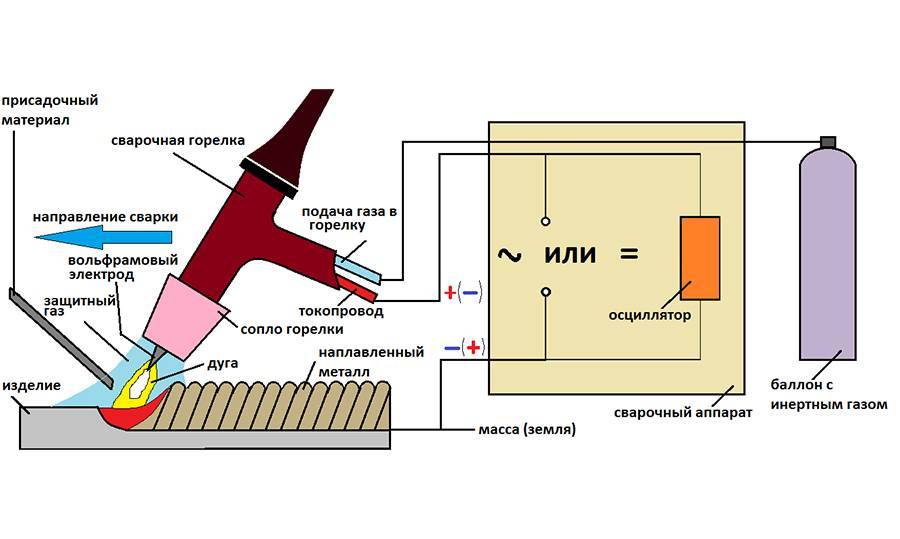
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
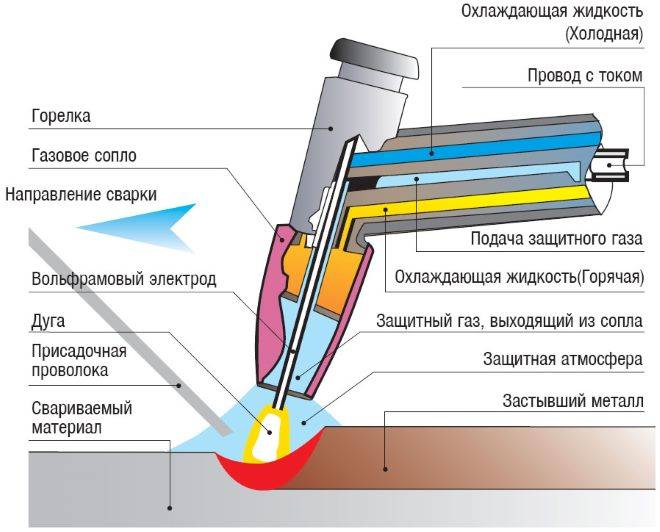
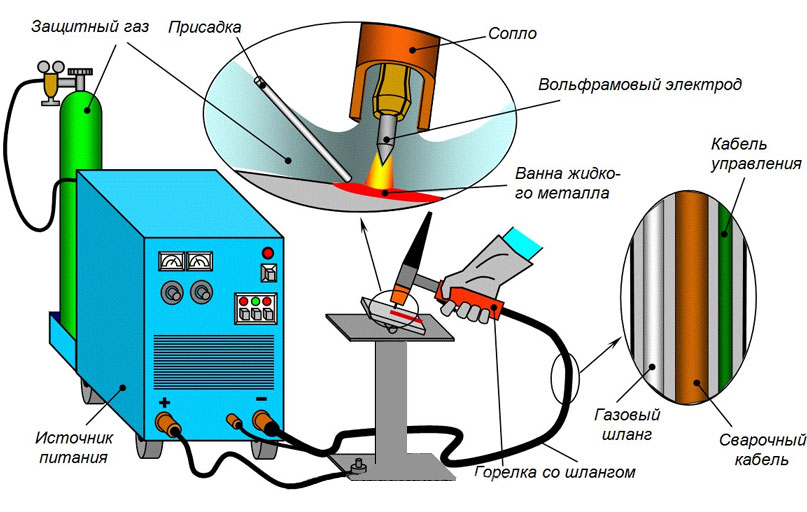
Схема процесса сварки в среде защитного газа
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
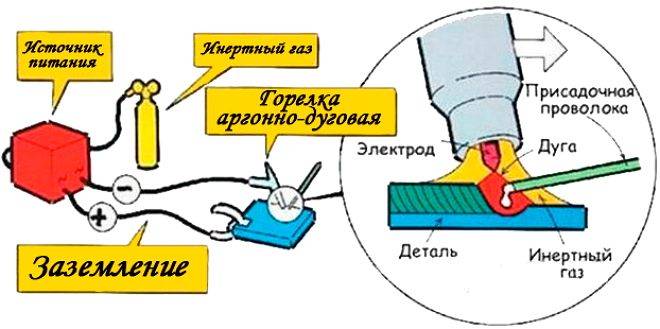
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Как настраивать работу инвертора
Сборка сварочного инвертора не требует особых усилий при наличии необходимых инструментов, материалов. Расходы на изделие, выполненное своими руками минимальны за счет использования не дорогих изделий.
Настройка устройства для правильной работы зачастую требует помощи специалистов, но ее можно выполнить своими руками при соблюдении требований.
- Напряжение подается на инверторную плату, вентилятор охлаждения в первую очередь. Такой подход исключит перегрев системы и заблаговременный выход из строя.
- На зарядку силовых конденсаторов отводится немного времени, после этого производится замыкание резистора в цепи. Проверка реле происходит на выходе из резистора, напряжение должно соответствовать нулевому показателю. Токоограничивающий резистор необходим для безопасного использования инвертора, без его применения может произойти возгорание аппарата.
- Осциллографом измеряется поступающие импульсы тока на трансформатор, соотношение должно быть 66 к 44 процентам.
- Процесс сварки инвертором, сделанным своими руками проверяется вольтметром, подключенным к оптрону на выходе его усилителя.
- К выходному мосту подается напряжение силой 16 вольт, для этого используется подходящий блок питания. При работе на холостом ходу, потребляемый ток составляет около 100 мА.
Проверка производится с кратковременных процессов сварки. При выполнении сварки до 10 секунд необходимо контролировать температуру инвертора, если трансформаторы не сильно нагрелись, возможно постепенно увеличивать режим работы.  Использование сварочного инвертора, изготовленным своими руками подразумевает выход устройства из строя. Для диагностики необходимо своими руками вскрыть корпус аппарата, проверить напряжение на входе. Распространённой проблемой является выход из строя блока питания, за счет недостаточного охлаждения или некачественных материалов, используемых при продолжительной работе. Также следует визуально осмотреть соединения и проверить их мультиметром. При случаях выхода из строя термодатчика либо предохранителей, необходимо заменить их на новые.
Использование сварочного инвертора, изготовленным своими руками подразумевает выход устройства из строя. Для диагностики необходимо своими руками вскрыть корпус аппарата, проверить напряжение на входе. Распространённой проблемой является выход из строя блока питания, за счет недостаточного охлаждения или некачественных материалов, используемых при продолжительной работе. Также следует визуально осмотреть соединения и проверить их мультиметром. При случаях выхода из строя термодатчика либо предохранителей, необходимо заменить их на новые.
Обслуживание самодельного сварочного инвертора
Чертеж сварочного инвертора для сборки своими руками. Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, для самодельных инверторов нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Точечная сварка своими руками из микроволновки схема и описание
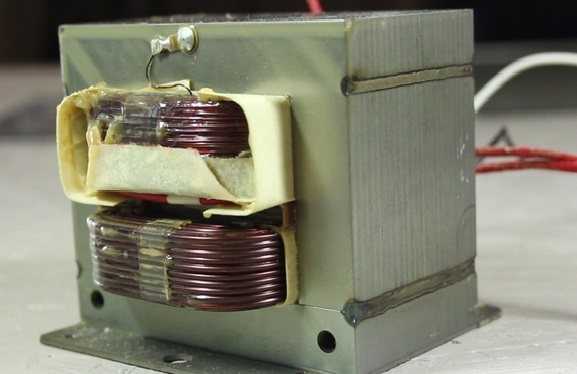
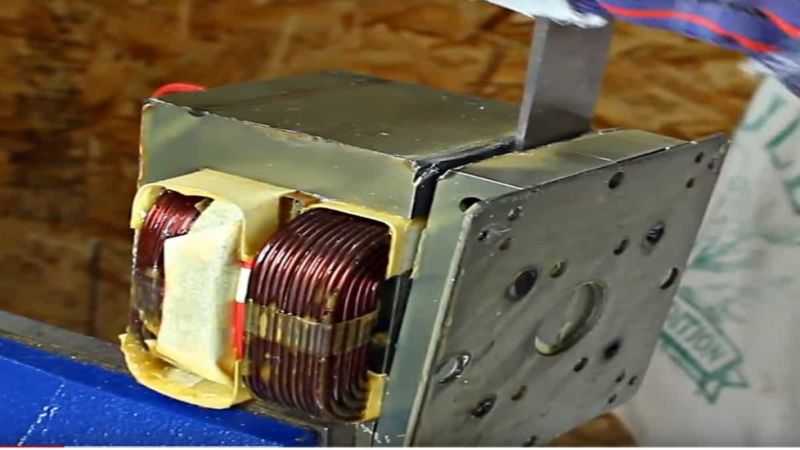
Разбираем микроволновку и переделываем трансформатор
Сердечник трансформатора запаян двумя тонкими сварными швами, как показано на картинке.

Для вскрытия шва придется воспользоваться болгаркой или ножовкой, а, чтобы добраться к обмоткам в трансформаторе, потребуется поработать молотком и долотом.

При извлечении первичной обмотки следует быть предельно осторожным и не повредить её, потому, что она будет использоваться нами в дальнейшем.
Намотка вторичной обмотки обычно очень плотная, поэтому она извлекается с трудом. Так как для сварочного аппарата она не пригодится, то её можно распилить и вытащить частями.
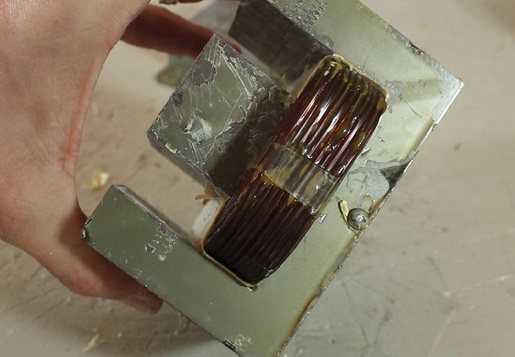
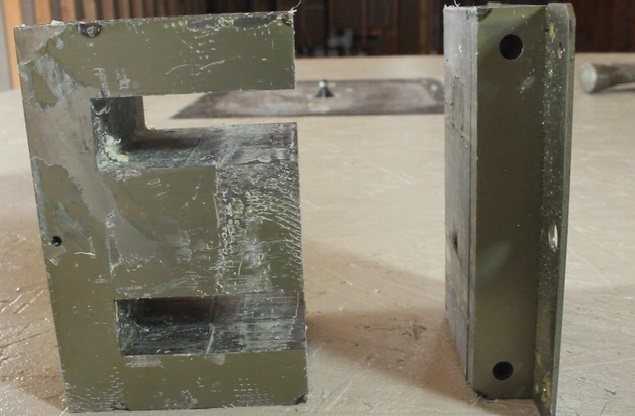
После окончания описанных действий, вы должны получить в свое распоряжение целую и неповрежденную первичную обмотку трансформатора и его сердцевину, разделенную на два куска.
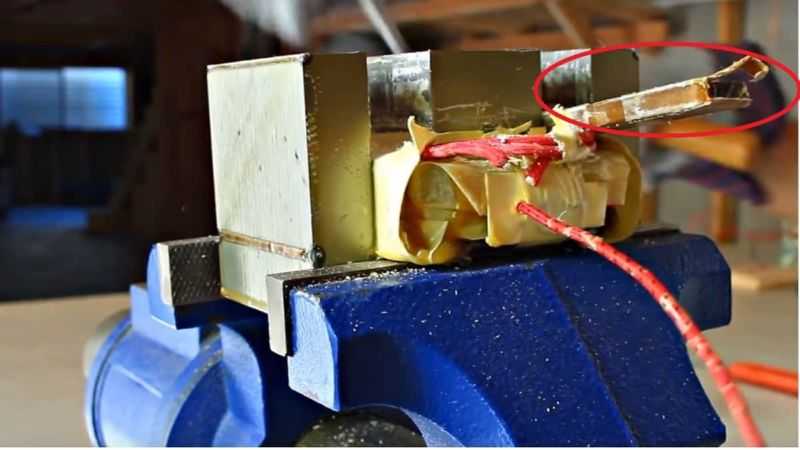
Намотка трансформатора
Следующий шаг – намотать вторичную обмотку трансформатора. Как материалом для вторичной обмотки воспользуемся медным кабелем, толщина которого будет приблизительно равняться прорезям сердечника. Кабель наматывается двумя витками.

После намотки кабеля, нужно произвести склейку сердечника трансформатора и основания. Для этого пользуемся обычной 2-х компонентной эпоксидной смолой.

Когда произойдет высыхание эпоксидки, вид трансформатора должен быть приблизительно таким. Выходное напряжение в трансформаторе — 2 В, однако, ток — 800 А.

Проверим работоспособность точечной сварки.

Корпус для точечной сварки
После этого, следует заняться изготовлением корпуса для нашего прибора. Он может быть даже деревянным.
Заднюю панель корпуса нужно оборудовать выключателем и проводом питания, для которых следует вырезать пару отверстий.
Следующий этап – это шлифовка, грунтовка и окраска всех деталей
Когда произойдет высыхание окрашенного корпуса, следует окончательно собрать наш прибор.
Следует отрезать два медных проводка, примерно 2.5 см в длину, они будут служить электродами, и зажать их в держателях. После этого, производим монтаж выключателя кабеля питания к задней панели устройства.
Осуществляем крепление трансформатора на деревянную основу обычными саморезами. Одним из этих саморезов крепится клемма, от которой выводится «земля».
Электрическая составляющая прибора на этом завершена, однако, чтобы обеспечить большую безопасность и удобство, выполним монтаж еще одной кнопки (микрика), которая крепится к верхнему рычагу с некоторым уклоном. Это делается для обеспечения работы точечной сварки только при включенном выключателе и нажатом микрике.
Не стоит забывать о тщательной изоляции всех соединений!
- Крепление рычагов производится так: рычаги располагаются один поверх другого, а в боковушках сверлятся отверстия для них, к которые вставляются обычные гвозди, кончики которых загибаются.
- Установка контактных электродов выполняется с торцов рычагов.
- Для фиксации верхнего рычага используется обычная резинка.
Особенности функционирования
Для начала необходимо разобраться, как функционирует инвертор. По сути, он является компьютерным блоком питания. В нем можно наблюдать преобразование электроэнергии в такой последовательности:
- Входное переменное напряжение трансформируется в постоянное.
- Потребляемый ток частотой 50 Гц преобразовывается в высокочастотный.
- Снижается выходное напряжение.
- Выходной ток выпрямляется, требуемая частота сохраняется.
Подобные преобразования необходимы для снижения массы оборудования и его габаритов.
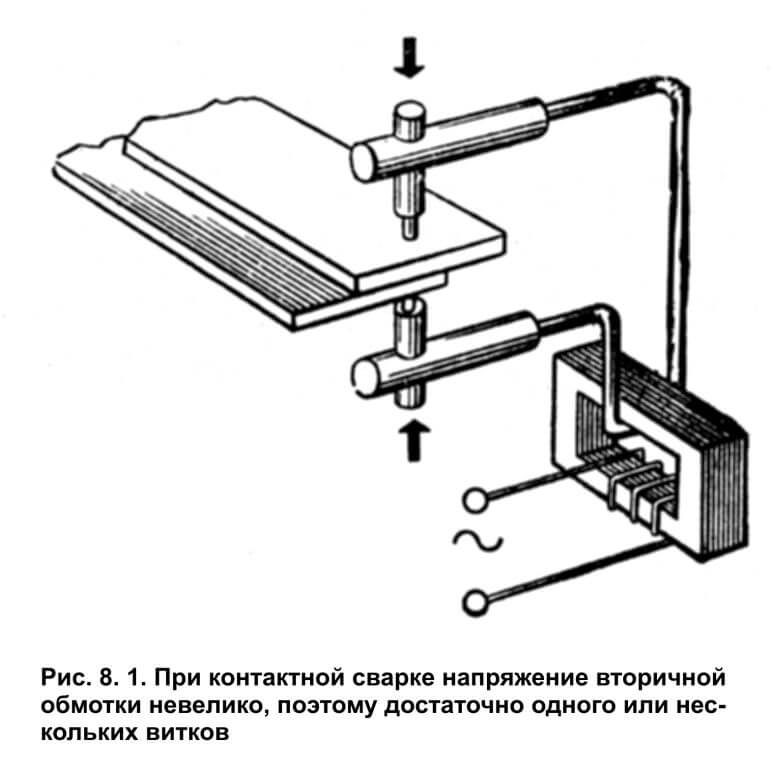
Трансформаторные сварочные аппараты обладают чувствительным весом и размерами. За счет значительной силы тока в них можно осуществлять дуговое сваривание. Для повышения силы тока и понижения напряжения вторичная обмотка предполагает наличие меньшего количества витков, а сечение провода увеличивается. В итоге трансформаторный сварочник тяжел и габаритен.
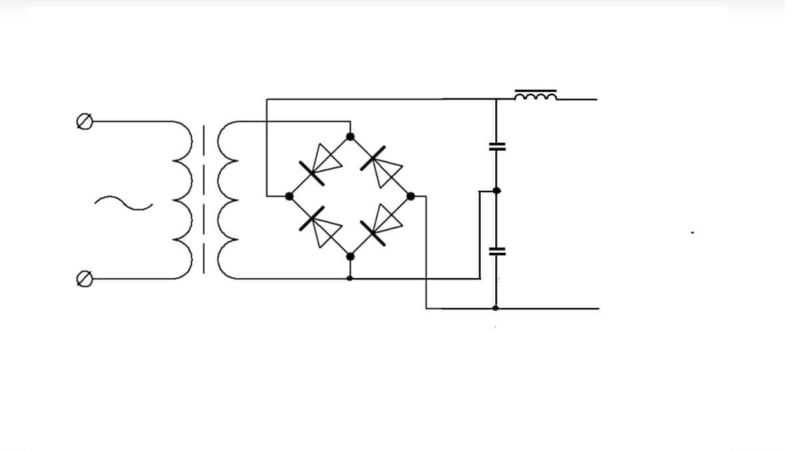
Инверторный же принцип позволяет снизить эти показатели в разы. Схема подобного аппарата предполагает повышение частоты до 60-80 кГц, что способствует снижению его габаритов и веса. Чтобы реализовать подобное преобразование применяются силовые полевые транзисторы. Они сообщаются меж собой именно с этой частотой. Питает их постоянный ток, поступающий от выпрямляющего устройства, в качестве которого применяется диодный мост. Значение напряжения выравнивают конденсаторы.
После транзисторов ток передается к понижающему трансформатору. Он представляет собой небольшую катушку. Малые размеры трансформаторной катушки инвертора обеспечены частотой, многократно увеличенной полевыми транзисторами. В итоге получаются аналогичные с трансформаторным аппаратом характеристики, но со меньшим весом и размером.
Разновидности сварочных аппаратов
Сварочники бывают нескольких типов. Самыми распространенными являются те, которые работают на переменном и постоянном токе.

И иногда для того чтобы определиться с тем, какой вид техники является более подходящим, нужно подробнее узнать об устройстве таких аппаратов. Это поможет окончательно определиться и не сделать при этом ошибку.






На переменном токе
Такие аппараты принято использовать не только в частных хозяйствах. Широко распространена эта техника и в промышленности. Но почему же многие умельцы отдают предпочтение таким сварочникам? Попробуем разобраться в этом вопросе.

В действительности, существует две причины для этого. Первая причина – это простота эксплуатации. Механизм работы такого аппарата не отличается сложностью. И это большое преимущество. Поскольку даже начинающие мастера смогут с ним работать.

Вторая причина – это конструкция, которая не отличается сложностью. Прибор очень легко сконструировать и использовать дорогостоящие детали при этом вовсе не обязательно.

Достаточно иметь под рукой такие материалы:
- генератор;
- провод, которым будет выполнена в дальнейшем первичная и вторичная обмотка;
- сердечник для намотки.

Это важное условие, которое следует соблюдать, желая продлить максимально срок эксплуатации прибора
Для сварочного аппарата, который был собран в домашних условиях, оптимальным будет напряжение в 60 вольт, а ток – 120-160 А. Поэтому и минимальное сечение должно быть 3-4 кв. мм.




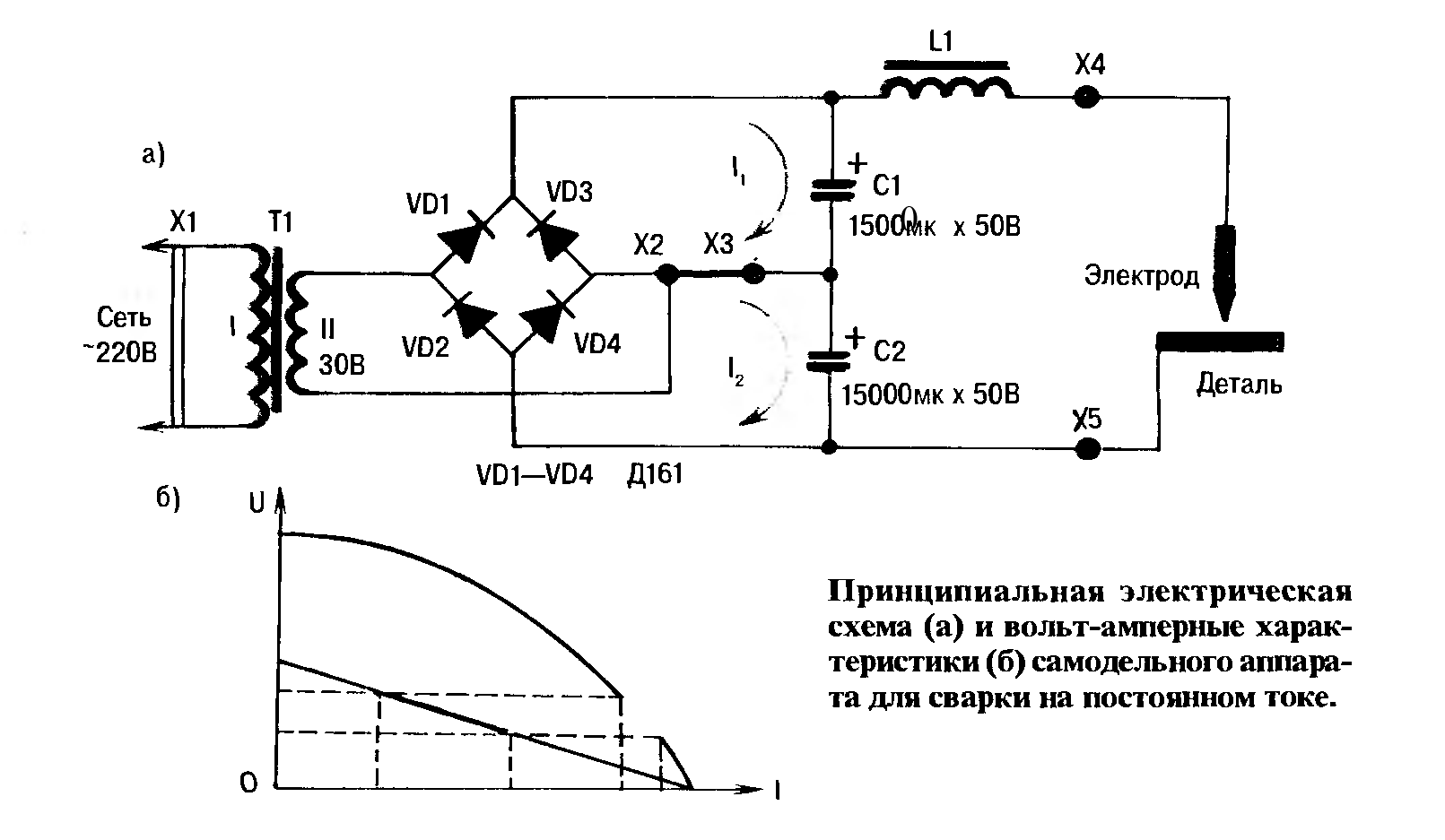
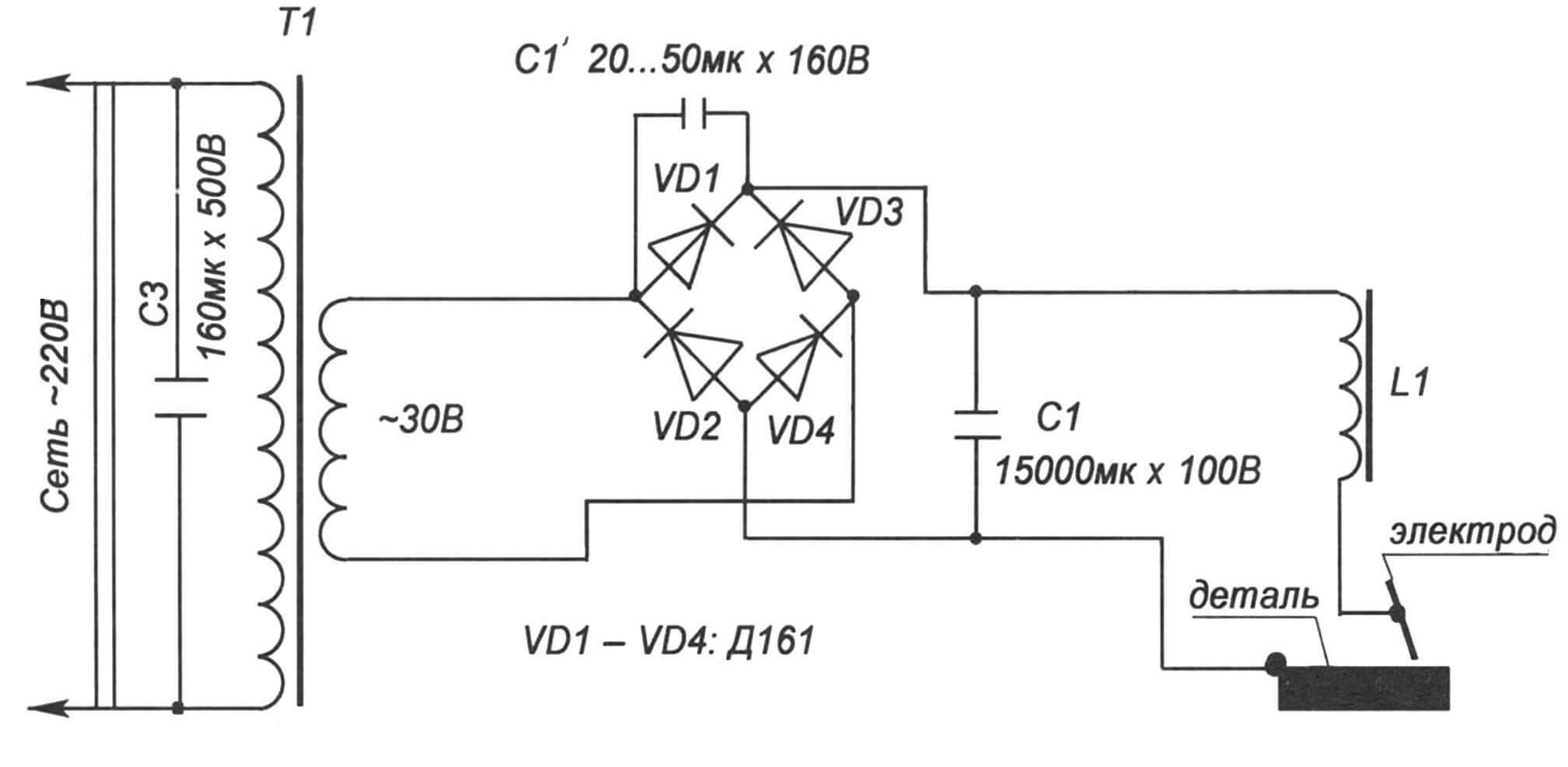
На постоянном токе
Если мастер намеревается использовать сварочный аппарат для того, чтобы работать с такими металлами как нержавеющая сталь и чугун, то придется отдать предпочтение другому виду.

Ведь в таком случае единственным вариантом станет конструирование сварочника на постоянном токе. Только в таком случае становится возможна работа с вышеупомянутыми металлами.
Сделать такой аппарат можно на основе сварочника, работающего на переменном токе. Ведь можно его просто переделать. Сделать это достаточно просто.
Нужно подключить специальный выпрямитель к обмотке. Этот выпрямитель обязательно должен быть собран на диодах.

При этом не менее важной характеристикой является и способность быстро и качественно охлаждать прибор. Поэтому оптимальным вариантом является использование диодов Д161

Для выравнивания тока следует использовать обычные конденсаторы. А работать, конечно, проще по схеме. Поскольку в таком случае вероятность допущения ошибок при сборке минимальна.

Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
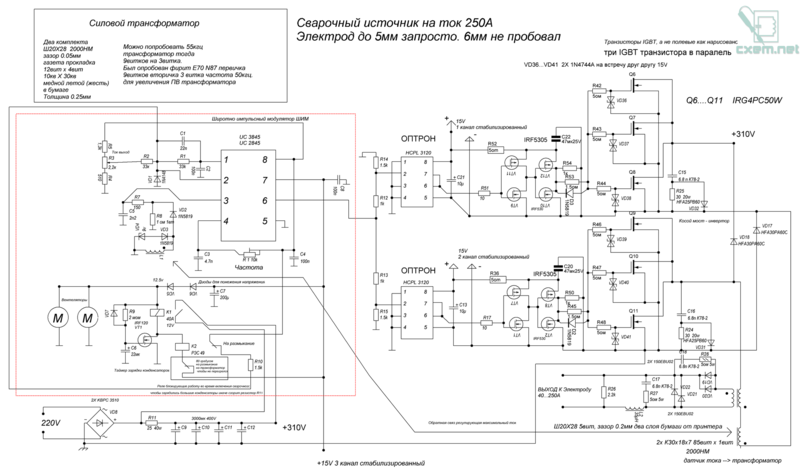
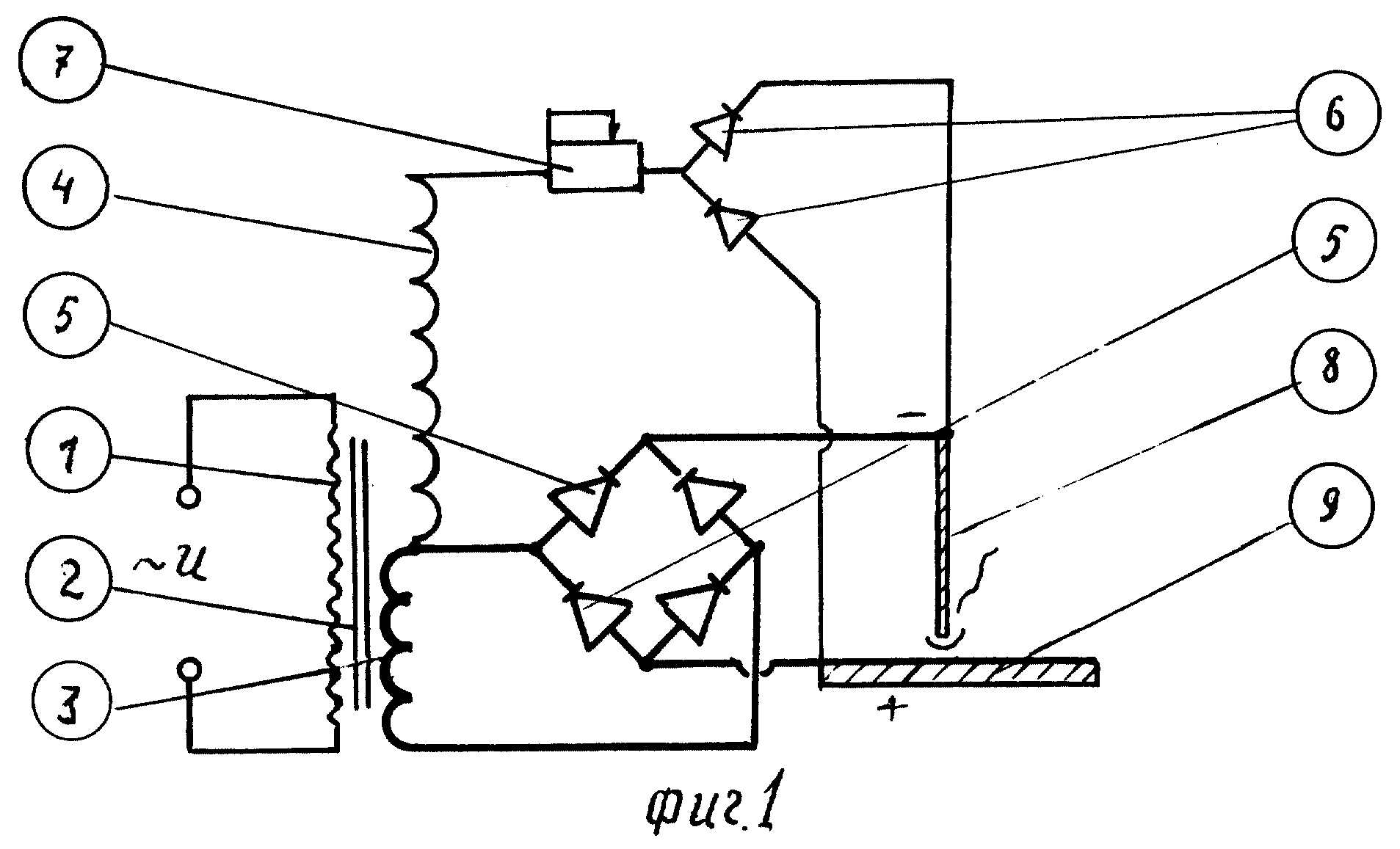
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Сборка аппарата из микроволновки
Изготавливаемый таким способом аппарат позволяет вести сварку переменным током с нерегулируемой силой.
Перечень необходимых инструментов
Для создания самодельного аппарата из микроволновой печи потребуются следующие приспособления:
- набор отверток;
- наждачная бумага;
- медные прутки;
- молоток;
- зубило;
- нож.
Переделка деталей от СВЧ
После извлечения трансформатора из печи выполняют следующие действия:
- Удаляют вторичную обмотку, используя ножовку или стамеску. Демонтаж выполняют аккуратно, стараясь не повредить подлежащий слой. Пространство между обмотками желательно заполнить гофрокартоном.
- Снимают металлические шунты, ограничивающие силу тока.
- Формируют вторичную обмотку. На этом этапе потребуется провод КГ 1х35. Он выдерживает длительное воздействие высокого напряжения и силы тока до 1200 А. Внешнюю резиновую изоляцию с кабеля снимают.
- Сердечник оклеивают скотчем, облегчающим скольжение провода при намотке. Кабель укладывают 3 плотными витками. Для обмотки допускается применение многожильного мягкого провода. Общий диаметр жил должен составлять не менее 1 см.
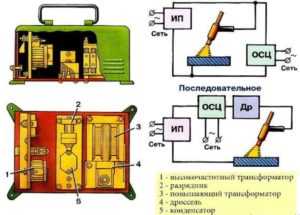
Схема самодельного устройства
Создание электрической цепи сварочного аппарата не вызывает затруднений. Электрод мягким кабелем соединяют с вторичной обмоткой трансформатора. В схему включают тиристоры, выпрямительные мосты. Один конец прижимного пистолета соединяют с вторичной обмоткой, другой — надежно фиксируют на аппарате.
Принцип действия электрической цепи агрегата таков:
- Однофазный или трехфазный ток подается на прижимной механизм.
- При нажатии кнопки на рукоятке пистолета открывается тиристор.
- Конденсатор заряжается от трансформатора. Тиристор закрывается, срабатывает прижимной механизм. Последний функционирует до разряда конденсатора. Повторное нажатие кнопки способствует подачи нового импульса. Время сохранения заряда конденсатора задается переменным резистором.
Сборка аппарата
Для создания рабочей части аппарата выполняют следующие действия:
- Собирают основу из нижней части корпуса микроволновой печи. На ней закрепляют один конец металлического профиля или деревянного бруса. Для этого используют саморезы, обеспечивающие прочную фиксацию. Ко второму краю профиля подсоединяют сварочный электрод с кабелем, подключенным к трансформатору. Провод наматывают на штангу, что предотвращает его повреждение.
- Обустраивают подвижную часть аппарата, имеющую вид рычага. В качестве оси используют длинный гвоздь. Создаваемые из профилей или брусков боковые стойки крепятся саморезами. Между ними и основанием рычага не должно оставаться расстояние. В противном случае точность воздействия аппарата снижается.
Тест работоспособности
После всех монтажно-сборочных работ аппарат проверяют следующими способами:
- Замеряют основные рабочие параметры агрегата. Для этого используют осциллограф. Сила импульса тока должна составлять около 800 А.
- Применяют собранное устройство на практике. Для этого создают пробный шов. После завершения работы замеряют температуру трансформатора. Если она является слишком высокой, схема собрана неправильно. Когда показатель находится в пределах нормы, делают еще 2 пробных шва.





